封装技术面临的挑战
功率半导体器件在工作过程中会产生损耗。用下面的例子来估算一下这种损耗的数量级。
IGBT 模块BSM50GB120DLC(英飞凌公司), 安装在一个风冷散热器上。
工作条件:
下列参数可在数据表上查到:
正向电压降:
单脉冲开通能量损耗:
单脉冲关断能量损耗:
E_{on} 的详细介绍见图5-20 和图5-22, 式(10-4)给出了 E_{on} 的简化计算关系式,更精确的测量可以用示波器完成,其表达式为式(9-30)。
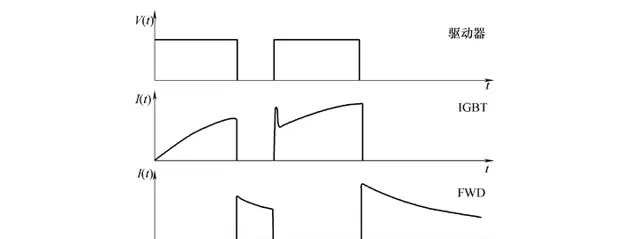
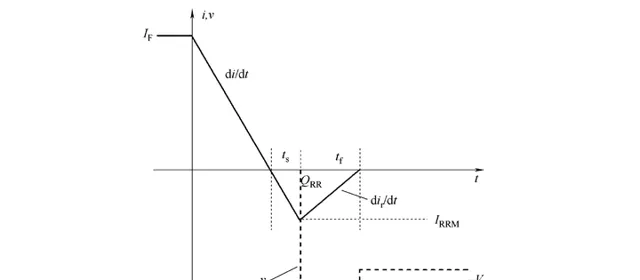


E_{off} 的详细介绍见图10-5,式(10-6) 适用于简化计算。在现代IGBT和MOSFET的应用中,通常可以忽略漏电流产生的损耗。所以,器件总的功率损耗由通态损耗和开关损耗组成。

在现代IGBT和MOSFET的应用中,通常可以忽略漏电流产生的损耗。所以,器件总的功率损耗由通态损耗和开关损耗组成。

该例子的总损耗为123W,这相对于大约30kW 的控制功率来说是微不足道的。计算效率时需将续流二极管考虑进来;大多数应用都会采用两开关串联的半桥结构,然而,这种功率控制电路的效率仍在98%的范围。
然而,123W的功率损耗要从一个面积只有1cm^2 左右的IGBT开关引出来,这就需要一个 123W/ cm^2 或 1. 23MW/ m^2 的热流密度。这样的热流密度甚至达到水冷散热器的2 ~3 倍,并且是在最大限度地发挥散热器功用的情况下。图11-1给出了与其他热源功率耗散的对比。
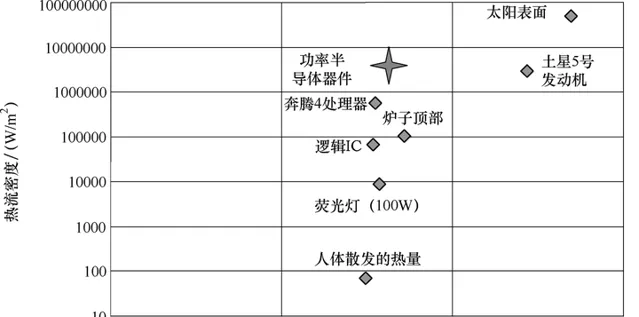
功率半导体芯片与传统厨房中的炉灶相比,其热流密度高了一个数量级,并且高于奔腾4处理器的热流密度。因此,功率模块需要有很高的热导率。此外,功率器件的封装需满足多个要求:
1) 高可靠性, 即长的使用寿命,因此,在交变载荷条件下要有高的持久性(功率循环稳定性)。
2) 封装元器件的高电导率以降低不希望的(寄生)电特性(寄生电阻,寄生电容,寄生电感)。
3) 在各个开关之间、电路与散热片之间为功率模块提供额外的电绝缘性。
封装类型
半导体器件的功率大小是决定其封装类型的主要准则。图11-2 给出了几种主要功率器件的功率范围。
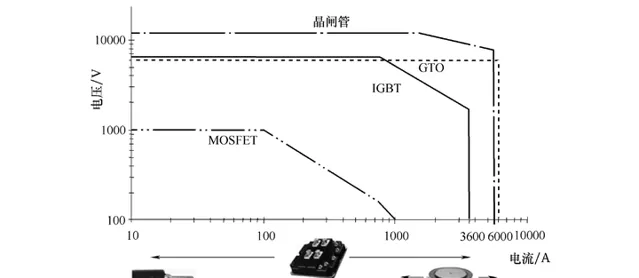
分立式封装普遍应用于各种小功率范围。这种封装的器件要焊接到「功率电路板」(PCB)上应用。由于产生的功率损耗相对小,散热要求不高,这种封装的设计大多不用内绝缘,因而每个封装中只能有一个开关。晶体管大多采用这种类型的封装,因此称之为「晶体管外形」(Transistor Outline, TO)封装。
分立式封装的设计需要实现如下功能:
- 负载电流和控制信号的传导
- 散热
- 保护器件不受环境影响
培养皿型(压接式)封装也属于分立式封装。它们应用于功率模块尚不能达到的高功率范围。培养皿型封装也不带内绝缘,可以双面冷却。在极高功率性能范围,功率芯片的大小可以是一个整晶圆。所以,具有圆形管脚的培养皿型封装是圆形芯片的理想封装形式。因为它的外形,这种封装也被称为「曲棍球」形封装。
三菱公司生产的一种耐压为12kV 的1. 5kA 晶闸管采用饼形封装。英飞凌公司的饼形封装晶闸管有特性为3kA, 8. 2kV 的, 以及最近为高压直流输电应用开发的5. 6kA, 8kV 晶闸管。这些封装中的「芯片」是一个完整的6in 晶圆, 其直径约为150mm。
三菱公司供应一种饼形封装的门极关断(GTO) 晶闸管,其芯片也是用6in(150mm)单一晶圆制成的,性能为6kA、6kV。
相对于分立式封装,功率半导体模块具有如下特点:
- 是一个将电路元件与散热安装面介电隔离的绝缘结构
- 通常以芯片并联的方式实现一些单一功能(相位滞后电路)
功率半导体模块以阻断电压1200V及其以上,电流10A以上为主。它们以集成多种弱电功能(例如, 变流器-逆变器-制动拓扑)为特点。在高功率领域,英飞凌公司供应一种由若干6. 5kV IGBT芯片及辅助的续流二极管组成的模块,其最大连续电流为900A。针对1200V的阻断电压,英飞凌公司制造了一个连续电流为3. 6kA的模块,该模块包含24个并联的IGBT芯片和12个并联的续流二极管。这些例子表明,模块已经深深地渗透到之前由饼形封装主导的大功率范围,这种趋势还将继续。
饼形封装
图11-3中用简化示意图显示了饼形封装的内部结构,为了均衡压力避免出现压力峰值,硅器件(例如晶闸管)装在两块金属片之间。钼因其高硬度和良好的热膨胀系数是为此之用的理想金属材料。如图11-3所示的结构,硅器件在阳极这一边与一块钼圆片刚性地烧结在一起,然后在阴极侧压接到第二个钼圆片上,使芯片处于封装内部中央的对准装置(在图11-3中没有被清晰显示出来,门极接触弹簧也没能显示),该接触通过在阴极压接片中开槽引到硅器件的中心。该封装通过将两个金属环片焊接在一起而密封起来。
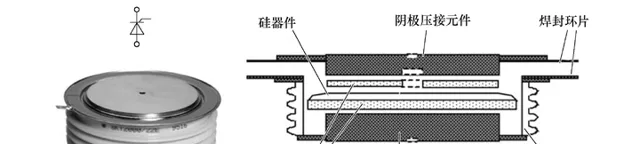
一个电热合一的接触只需根据实际应用的有限压力做成,压力的典型范围为 10 ~20N/ mm^2 。
硅器件和钼片之间的连接因封装尺寸和厂商而异。直径不大于5cm的小芯片,焊接界面是可行的,但选择焊接材料时需注意其高压下能否只发生小的塑性蠕变。较大直径的器件通常选择合金接口更好一些,钼和硅之间不采用刚性连接在设计中也是可行的它允许功率器件的浮动式设计。硅钼互连的一种先进技术是扩散烧结法, 即在将要连接的两个面镀上贵重金属,然后喷上银粉,在高压和250℃左右的温度下烧结此界面层即可做成一个非常可靠的连接。
最常规的器件都采用饼形封装,如二极管、晶闸管、GTO和由GTO派生的GCT。饼形封装的优点有:
- 器件表面区和封装表面区之间具有良好联系的紧凑设计
- 器件双面冷却
- 没有引线连接,引线连接通常代表可靠性不高
- 在具有不同热胀系数的材料之间,没有或几乎没有刚性连接
这最后两点使其有望实现高可靠性。饼形封装的缺点有:
- 无介电隔离, 用户需在应用中提供绝缘
- 安装组件时有点费事, 必须施加和维持一个确定大小的单轴高压力
由于饼形封装的这些优点,它也被用作IGBT的封装。不过,与晶闸管相比,现在生产的IGBT都是小尺寸芯片。因为现代IGBT芯片的元胞密度很高,扩大芯片尺寸将导致因单元胞缺陷而引起的成品率问题。最大的商用IGBT面积为 300mm^2 。此外,与并联开关速度较低的晶闸管的难度相比,并联开关速度较高的IGBT相对简单,再加上大面积芯片在热特性方面的不利因素,对开发更大面积的IGBT并不存在市场压力。不过,为了使IGBT适应饼形封装, 在所谓压接包IGBT中的方形芯片的并排,确实是个技术挑战。
一个压接包IGBT 的例子如图11-4所示。芯片组装在一个大的钼盘上,每个芯片的集电极侧接触占据一个小的钼方格。校准框确定芯片的相互位置。带有栅极接触区切口的方形小钼片置于发射极接触上。栅极连接用弹簧来实现, 用另一个校准装置来定位。上面的压接元件必须给下面的每一个芯片传输均匀的压力,为了使21个并联IGBT上的压力相同,这种封装的每个部件必须保持极小的公差。
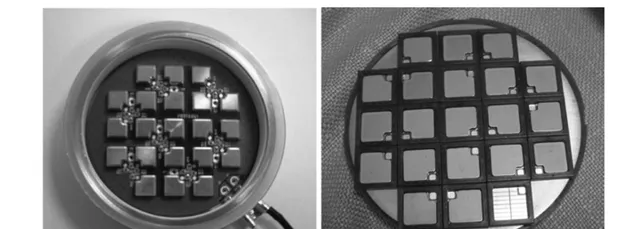
为了在上面的压接元件实现集成,安装了一块用表贴器件(SMD)技术载入栅极电阻的印制电路板。与半导体模块相比,压接包IGBT 的复杂结构使其对多部件的精确对准和部件的允许误差要求更高。有源功率循环预期的高可靠性能否超过封装组件和应用的不足,从而取代其他封装类型目前尚无答案。
TO 系列及其派生
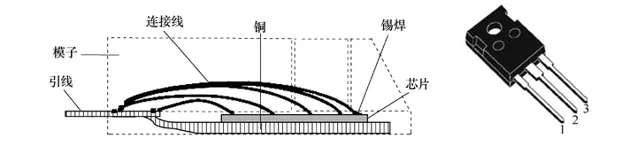
分立式封装在较低功率范围也很常见。目前,「晶体管外形封装」(TO)在该领域占主导地位。其基本设计形式如图11-5所示。
TO封装系列包括一个广泛的封装标准,TO-220和TO-247代表了最流行的封装形式。在这些标准封装中,功率硅芯片直接焊在作为支撑面的实铜底座上。因此,该封装没有内绝缘。将接触引线或接触管脚固定在「压铸模」的外壳上。其中一个接触引线直接和铜底座相连,其他接触引线用铝线与硅芯片上的负载接触区和控制接触区相连接(见图11-5)。
硅芯片和铜底座之间热膨胀系数的差别限制了这类封装的可靠性。IXYS引入的ISOPLUS封装可以改善这种情况。如图11-6所示,用陶瓷衬底取代实铜底座,该技术被成功应用于功率模块中,与标准的TO封装相比,这种设计具有更多的优势:
- 更好地改善了热膨胀问题,有助于得到高可靠性
- 内绝缘
- 寄生电容比标准TO封装小,标准的TO 封装要借助外部聚酰亚胺绝缘膜装在散热器上
陶瓷层的导热系数比铜的小,乍看上去这似乎是一个严重的缺点。然而在一个系统中,通常会有几个分立式封装器件安装在同一个散热片上,而这些分立式封装器件的铜底座往往电位不同。陶瓷绝缘系统相对于标准的TO封装, 其优越性主要体现在要不要外加电绝缘箔上。
MOSFET是采用TO封装外壳的最常见的功率器件。对于这种器件,在过去的几年中已经成功实现了对导通电阻Ron 的大幅降低。于是,这种封装设计的缺陷就逐步突显出来:TO封装的寄生电阻和现代MOSFET器件中的导通电阻具有同样的数量级。
电极引线是重要的限制因素。电阻可以通过下式计算:

考虑到铜输入引线和铜输出引线的截面积为 0. 5mm^2 ,每根长为5mm,铜的电阻率为 ρ_{Cu} =1. 69μΩ·cm ,总的电阻为0. 34mΩ。电流为50A时,导线上的功耗约为0. 85W。

因为电极引线冷却效果不明显,欧姆损耗使温度升高,这个温度几乎接近印制电路板中采用的焊料合金的熔点温度了,这种效应破坏了焊料接触,使可靠性降低。
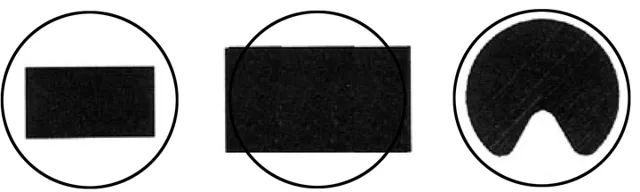
PCB上的通孔是标准的,且需要满足保持引线间最小绝缘间隔距离的要求,不能简单地通过增加线宽去实现导线横截面的加粗(见图11-7)。但可以通过改善导线形状的方法增加截面积,如图11-7 中右图所示,从而使TO封装中的载流能力增加了16%。制造商将这类改进的TO-247封装命名成「超级-247」封装。
TO封装的另一个弱点是用铝线连接。要改善这点只有加粗导线并/ 或增加导线数目,这样一来,不仅欧姆电阻, 多根导线产生的电感效应也必须考虑。
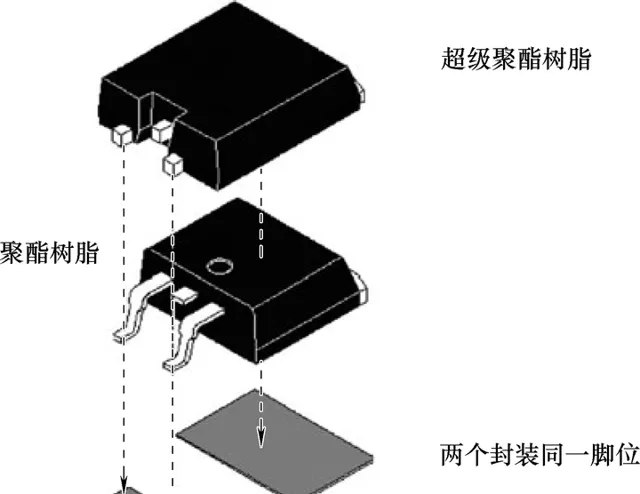
图11-8显示出了基于表贴(SMD)技术设计的封装,该结构也适用于多层PCB。「超级」版的封装不但电极引线被设计得尽可能短,以便封装大面积的硅器件,而且还对引线接触进行了优化。 这种改善使封装的寄生电感降低了33%。
美国国际整流器公司提出了一种有划时代意义的解决方案,它完全消除了电极引线和键合线的问题。这种「DirectFET」 封装示于图11-9。硅器件的发射极和门极都进行了可软焊的表面金属化。一块被称为「漏极夹子」(drain clip)的铜片通过焊接与器件的漏极接触。这类封装通过「倒装片」 的形式安装在PCB 表面,其中,SMD 与栅极、源极和漏极的焊接是兼容的,焊接过程可以一次性通过回流焊接步骤完成。
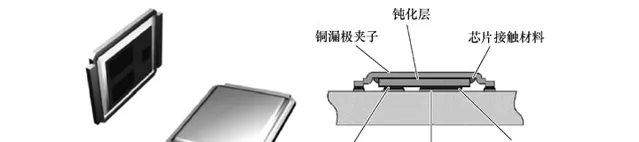
除了安装过程简单外,这种封装的优点在于载流能力不受电极引线的限制,而且可完全消除导线上的寄生电感。此外,这种封装可实现双面冷却,而且「漏极夹子」可以比PCB 散发更多的热量。
然而,这种封装并非十全十美,它无法使硅敏感器件抵御湿气和腐蚀的影响。此外,肉眼几乎无法看到封装背面的焊接互连情况,这妨碍了对PCB 组装过程中的质量控制。如果这种新的封装设计理念能够被大家接受,总有一天我们会看到它的应用和现场试验。
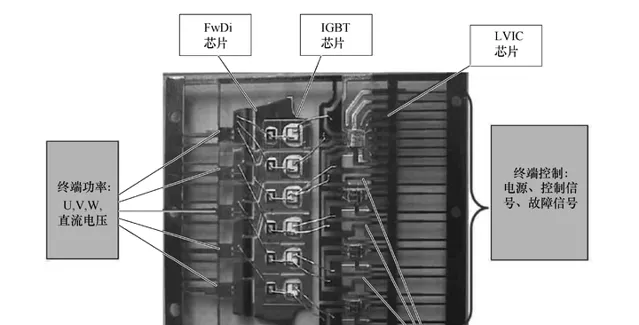
然而,随着分立TO 封装的发展和优化,「引线框式」 结构和「压铸模」技术的结合已发展引导出一个强有力的种类, 即压铸模「智能功率模块」 (IPM)封装。在这些封装中,两种技术的优势结合在一起,将各种功能集成在一个封装管壳之内。图11-10 就是一个IPM 压铸模封装的例子,其中包含了一个三相逆变器及其驱动集成电路。

图11-11是压铸模IPM器件的内部结构,这种封装概念具有高潜能,它在当前世界上低功率IPM领域占主导地位。尽管前面讨论了这种封装设计的所有缺点,但在制造工艺中,这种高度优化了的引线框式封装非常具有竞争力。生产中,通过框架单元将引线框彼此相互连接形成一个连续带,从而可以自动装配。经过芯片焊接和导线键合,连续带分离成单个的引线框,使之适用于内部结构完全密闭的压铸模工艺。现在,导线用塑料封装固定,并在装备过程中连接可变形的电极引线用于引线连接,然后被冲压成型。目前,压铸模类型的IPM 封装月产量达1000万以上,它在功率半导体市场的低功率应用领域占主导地位。
模块
功率模块作为隔离构造型封装的一个产物在应用中具有重大的优势。在Semikron于1975 年推出第一个绝缘功率模块后不久,这种新的封装形式就打开了市场,虽然最初的设计因多界面而相当复杂。图11-12所示为第一个功率模块的后续产品,该产品现在还在大量生产。所示产品为功率模块的第五代,其外形和第一个功率模块完全相同,但内部结构已有很大改进。
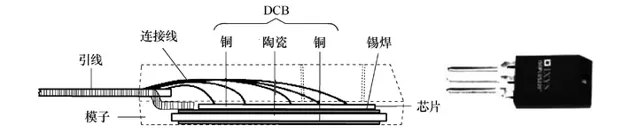
模块中,具有可焊接金属化阳极、阴极和门极接触区的晶闸管芯片通过焊锡接口与电极引线相连。阴极连接片由一个和硅热膨胀系数相匹配的复合材料构成。硅芯片的阳极与钼片结合在一起。这个中间层用于调节硅和铜之间热胀系数的差异。钼片焊接在一个紧凑排布的向阳极传导电流的铜端子上。铜端子焊接在一种DBC陶瓷衬底的铜表面上,所谓DBC(Direct Bonded Copper)陶瓷即用「直接键合」技术在表面覆盖了一层薄铜片的陶瓷,用这种材料做衬底方便于连接件之间的绝缘。该衬底用另一焊料层连接到模块的基底上。总之,这种结构共包含了五个焊料层, 尽管结构复杂,但这种功率模块能在自动化装配线上高产量地制造出来。
从图11-12的截面图中可以看到很多接口,硅器件上的热流量必须通过这些接口传导到底座进而达到散热器,这个过程没有在框图中显示出来。因为每个焊料层都会形成给性能带来稍许影响的焊料空隙,大量的焊接接口增加了这种影响,且这也是潜在误差的来源。
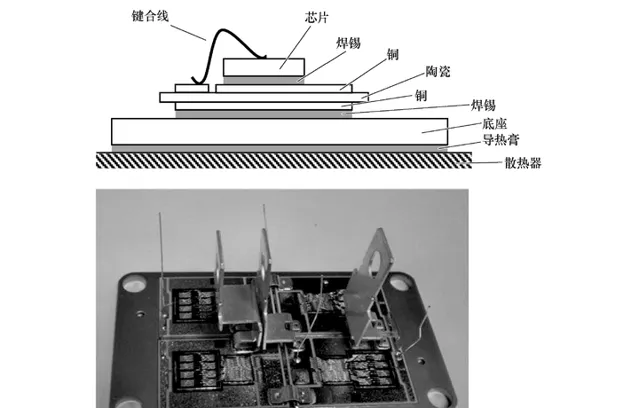
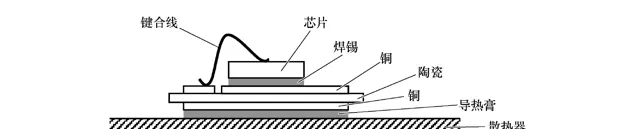
如IGBT或MOSFET这类先进功率器件的引进,使封装概念发展到能够容纳多个电功能并联的芯片。在电力电子中,该结构已成为「标准」或「经典」的模块设计。从图11-13所给的例子可以看到这个概念的一般特点:硅器件的顶部通过铝线连接。钼适配盘和铜端子底部完全被忽略。在低功率电子结构DCB 衬底上部的铜层中,形成电流通路的沟道类似于我们所熟悉的PCB。几个功率芯片直接和铜线焊接,并由铝线连接到其他线路上,强大的负载电流端和衬底的负载电流线路连接在一起。
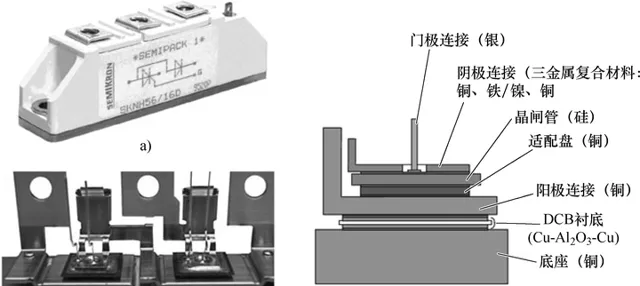
图11-13所示标准模块中的各层厚度如表11-1 所示。欧洲制造商(Infineon,Semikron,IXYS,Danfoss,Dynex)生产的所有功率模块中,70% ~80% 属于这种结构,这种结构在亚洲制造商生产的模块中也很普遍。
老一代模块中陶瓷层的厚度为0. 63mm。为了降低热阻,带底座的较新一代模块的陶瓷层厚度只有0. 38mm。通过焊接界面将衬底连接到底座,焊料厚度从0. 07mm变化到0. 1mm对热阻有轻微的影响。
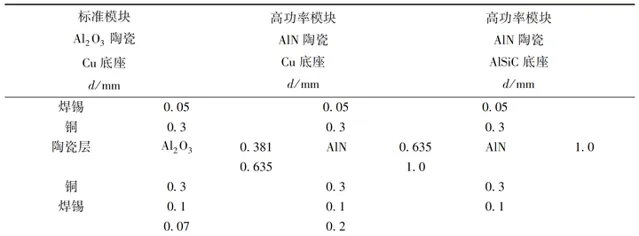
模块对热导率或绝缘性要求较高,因而可以用AlN陶瓷取代Al_2O_3 陶瓷。AlN的标准厚度为0. 63mm,但因为对陶瓷绝缘性的要求较高,应用中一般采用1mm。
不像DBC的制备过程有可用于形成氧化物-氧化物界面的表面氧化物,AlN衬底的制备与 Al_2O_3 衬底相比, 需要额外的工艺步骤。因此,必须首先生长一层氧化物,或者采用其他的焊接技术,这将增加AlN 衬底的制造成本。此外,AlN的热膨胀系数(也是AlN-DBC 的热膨胀系数)小于 Al_2O_3 , 这增大了衬底和铜底座之间热胀系数的差别,在热应力下缩短了界面的寿命。为此,在一些高性能的功率模块中,铜底座被一种金属基复合材料AlSiC取代。制备AlSiC底座的第一步先形成具有可控孔隙的SiC母体,第二步用铝填充孔隙。这种材料的特性参数由这两个成分的比例决定,因而可根据实际应用的需要进行调整。
用AlSiC做底座材料的优点是热膨胀适应性强,缺点是没有铜的热电导率高。这是模块设计概念中没有底座的主要原因。即使用铜作底座材料,也会增加芯片和散热片之间垂直方向上的热阻,所以没有底座的系统会更有优势。图11-14表示了这种结构的剖面。
在带底座的模块中使用同样的衬底材料和焊接材料。对 Al_2O_3 衬底,陶瓷层的标准厚度是0. 38mm,偶尔也采用0. 5mm或0. 63mm厚度。尤其是在那些为了适应大电流应用而增加铜厚度的衬底中,增加陶瓷的厚度有助于增强衬底的机械强度(例如, 0. 5mm 厚的Al2O3 陶瓷两侧各有0. 4mm 厚的铜)。在AlN衬底中,陶瓷层的标准厚度是0. 63mm。在没有底座的模块中,其他的陶瓷材料很容易被取代。
市场上的无底座模块有Semikron公司的SKiiP系列、迷你SKiiP系列和Semitop系列,以及Infineon公司的EasyPIM系列产品。这种封装理念在IXYS公司的一些模块中已存在多年。它还被应用于绝缘板的TO-247封装。由于底座和衬底间的焊料界面被取消,这种封装只在芯片和散热片之间有一个焊料界面。
与底座模块相反, 无底座结构不必受衬底尺寸的限制。因此复杂的电路可以做在单一的衬底上。一个高度集成的无底座模块的衬底样板如图11-15 所示。它包含了一个单相输入整流器和一个中功率变频器中的三相输出逆变器,同时还集成了分流电阻和温度传感器。
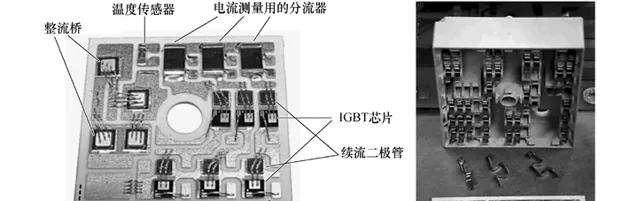
在这种封装理念中,负载、控制和传感器端子都用的是同样的簧片。借助这种弹簧触点技术,再多的负载和控制接触都可以布置在衬底的几乎是任何位置上,从而以一种非常灵活的接触技术在同一封装平台上实现多种不同电路。每个弹簧可以持续传导20A 电流;电流更大时可以并联几个簧片。
无底座模块不受引脚占位大小的限制。这种模块的生产比较简单,复杂电路的互连数目也最少,从而减少了潜在的故障源。另一方面,对复杂压力系统不得不用较大的引脚占位集成到模块中去,以确保衬底和散热器之间有优化的热接触。这种压力系统的热容量对散热片和模块外壳之间传热界面的影响, 引起热界面层厚度的不同, 如表11-2 所示。最后,无底座模块有改善模块内部热梯度的优势,从而可以降低热应力提高有源热循环下的可靠性。没有底座也有一些缺点:首先,底座的热扩散对降低整个芯片中的温度分布不均匀性的作用不复存在。因此,小尺寸芯片更倾向于无底座设计。第二个缺点是:底座的热容量消失了,而底座热容可在50 ~500ms 的时间范围内对绝热过载提高模块的热阻抗。
模块和散热片表面之间的界面问题是所有模块设计中常见的问题。因为接触面存在几何偏差,无法实现金属对金属电极的完美接触。其间的空隙需要用「热界面材料」(TIM)来填补,热界面材料的热导率典型值一般为 1Wm^{-1} K^{-1} 。尽管这比空气的热导率高30倍,但和大多数金属薄层相比差了不止100倍。所以导热脂的厚度必须在保证无气隙的前提下尽可能地薄。
在安装散热片的过程中,导热脂的厚度是否最优,对很多功率模块用户而言都是个严重的质量问题。因此,Semikron公司的SKiiP模块系列在发货时就装在一个导热脂厚度可控的用户散热器上。对于带底座的模块,模块和散热片之间的界面热阻 R_{th(c - h)} 用其典型值列于特性表中,其值大约是从芯片到管壳的内热阻的50%。虽然这个界面很难控制,但在应用中对功率模块的热特性而言是最重要的。
材料的物理特性
封装材料的性能是模块特性的基础。其中最重要的是材料的热导率和热胀系数,但电导和热容也很重要。所以需要优先考虑的是材料的性能,而不是在功率模块封装中的实施。
功率电子封装中最重要的一些材料的热导率如图11-16所示。用于绝缘的最好陶瓷材料都具有热导率与金属不分伯仲的特点。早期功率模块设计中使用的陶瓷是热导率最高的BeO。但是因为BeO尘埃的毒性会对人体造成威胁以及废料处理的困难,现在这种材料已经不再使用。在此调查中排名第二的陶瓷绝缘体是AlN。但是AlN 衬底要比标准Al_2O_3 衬底的价格高几倍。因此这种材料只在高功率密度要求下不得不用时才用。环氧树脂和聚酰亚胺(商标名称Kapton)之类的有机绝缘体只有较低的热导率。
负荷条件的变化对功率模块而言是不可避免的,它会产生温度波动。不同材料热膨胀的差异使封装受力。为了最大限度地减少由相邻不同材料层的热膨胀引起的应力,其热膨胀系数(CTE)应该差不多大(或更精确地从一叠薄层各层内部存在的热梯度来说,相邻各层的温度与热胀系数的乘积应尽可能小)。
图11-17表明Si和Cu的热胀系数相差颇大的事实。因此,如标准TO封装(见图11-5)那样直接连接两种材料是非常不利的。陶瓷材料的热膨胀系数能更好地适应与Si的互连,尤其是AlN。然而,在AlN DBC衬底中应用的Cu/AlN/Cu在与实铜底座结合时表现出更大的不匹配, 从而将应力转移到这个界面。因此,在高性能功率模块中用AlSiC作为底座材料。改变这种金属基复合材料中两种成分的比例可将其热膨胀系数调整到适合AlN衬底的最佳值。另一方面,热导率也在很大程度上降低到接近AlN的水平,如图11-16所示。从热膨胀的角度看,采用最常用的 Al_2O_3 陶瓷材料作为功率(DBC)衬底,是一面接硅另一面接铜的最佳折中方法。
有机绝缘材料环氧树脂和聚酰亚胺(KAPTON)具有较大的弹性变形范围,因此热膨胀系数不是很重要,所以在图11-17中被省略。另一方面,这些有机绝缘体的特点是具有更高的击穿电压,从而可以用得非常薄。表11-3给出了一份概要的标准材料参数和标准厚度,这是以现有封装技术为基础的。比较表明,在相同击穿电压下,聚酰亚胺层厚度比陶瓷绝缘体小了10倍。
尽管很薄,有机绝缘底座上的衬底还是比陶瓷衬底热导率低。此外,层薄会引起高电容,这种寄生电容一样会在功率电路中造成不利影响。
通过对所有的绝缘材料性能的比较,在功率半导体封装中,当BeO 由于其毒性被遗弃时,AlN 在技术上是绝缘材料的最佳选择。AlN具有最高热导率。另外,凭借其高击穿电压特性,它在击穿电压高于3kV的模块中是不可或缺的。然而,由于它的脆性结构,AlN表现出高破碎风险,从而在模块的工业生产中造成了更大的挑战。











